大型机械件加工工艺规程一般包括哪些内容
发布日期:2018-08-03 00:00 来源:http://www.jfhi.net 点击:
大型机械件加工一般作为一门学科,机械零件从机械设计的整体出发,综合运用各有关学科的成果,研究各种基础件的原理、结构、特点、应用、失效形式、承载能力和设计程序;研究设计基础件的理论、方法和准则,并由此建立了本学科的结合实际的理论体系,成为研究和设计机械的重要基础。
大连大型机械件加工齿轮的主要加工表面有齿面和齿轮基准表面,后者包括带孔齿轮的基准孔、切齿加工时的安装端面,以及用以找正齿坯位置或测量齿厚时用作测量基准的齿顶圆柱面。齿轮副的侧隙是指齿轮副啮合时,两非工作齿面沿法线方向的距离,侧隙用以保证齿轮副的正常工作。加工齿轮时,用齿厚的极限偏差来控制和保证齿轮副侧隙的大小。
大型机械件加工工艺规程是规定零件机械加工工艺过程和操作方法等的工艺文件之一,它是在具体的生产条件下,把较为合理的工艺过程和操作方法,按照规定的形式书写成工艺文件,经审批后用来指导生产。机械加工工艺规程一般包括以下内容:工件加工的工艺路线、各工序的具体内容及所用的设备和工艺装备、工件的检验项目及检验方法、切削用量、时间定额等。
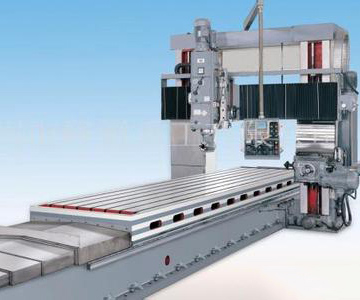
大型机械件加工采用大型机床。该车间内很大的一台机床是一台MAG辛辛那提U5型轮廓仿形铣,其X轴的行程长达100ft(1ft=0.305m),Y轴的行程为12ft。定位基准:加工时工件定位所用的基准,称为定位基准。
作为定位基准的表面(或线、点),在第一道工序中只能选择未加工的毛坯表面,这种定位表面称粗基准.在以后的各个工序中就可采用已加工表面作为定位基准,这种定位表面称精基准。铰刀工作部分包括切削部分与校准部分。切削部分为锥形,担负主要切削工作。切削部分的主偏角为5°—15°,前角一般为0°,后角一般为5°—8°。